Press Releases
Canada Carbon Receives Final Report on Successful Miller Pilot Plant Results |
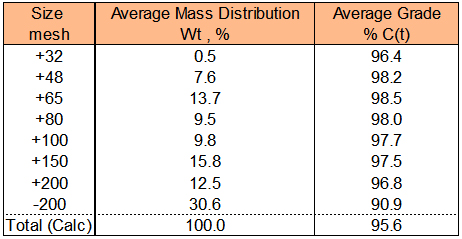
February 10th, 2015, Vancouver, BC, Canada – Canada Carbon Inc. (the “Company”) (TSX-V:CCB) (BRUZF:OTC) (U7N1:FF) is pleased to provide details from the final report on the pilot plant flotation concentration campaign conducted for its 100% owned Miller Hydrothermal Lump Vein (“HLV”) Graphite Project located in Grenville Township, PQ. The report both reconfirms and expands upon the preliminary pilot plant results previously reported (see Sept 24th, 2014 press release). This pilot plant campaign was carried out by SGS Metallurgical Services, Lakefield, Ontario (“SGS”) as part of the ongoing Miller concentrator flow sheet design process, and to generate flotation concentrate for evaluation by potential off-take partners. The pilot plant metallurgical testing was completed by SGS on a 125 tonne composite sample collected from all of the known Miller graphite occurrences, consisting of vein and disseminated graphite mineralized material in order to investigate the possibility of employing a bulk mining method to include the disseminated graphite mineralization, rather than selectively mining the graphite veins (as reported in the press release dated September 24th, 2014). A total of 22 flotation pilot plant trials were conducted between September 8 and October 31st, 2014. The plant operated for 200 hours, with an average throughput of 625 kg/hour. The average total carbon head grade of the pilot plant feed was 7.63% Total Carbon (“C(t)”), by LECO furnace. The final report indicates that the pilot plant campaign was able to achieve stable graphite concentrate grades, which did not noticeably deteriorate as carbon recovery increased within the tested range of 74.5% to 92.5% carbon recovery. The average final concentrate, including -200 mesh material, graded 95.6% C(t)*. Highlights from the Pilot Plant Flotation Campaign Final Report:
Figure 1: Average Mass and Grade Distribution of Combined Pilot Plant Concentrate
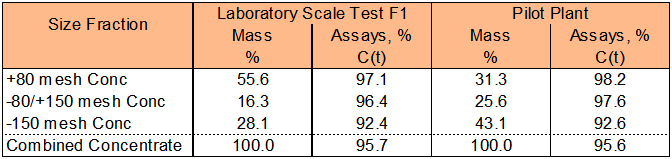
*All carbon analyses were performed by SGS Canada Inc. (“SGS”) and are reported as total carbon (“C(t)”). The analytical methods that were used to determine the metallurgical results included total carbon analysis by LECO SC-632 furnace with infrared detection. All reported analytical results have an associated measurement uncertainty based on the expected precision and accuracy relating to the method and sample concentration. The estimated measurement uncertainty for total carbon values greater than 95% C(t) is 1.4% (relative) with a resolution of 1 significant figure. For example, a reported assay value of 98.0% C(t) could therefore range between 96.6% and 99.4% C(t). The very high carbon concentration obtained with a conventional flotation process suggests that the impurities are primarily attached to the surface of the graphite flakes rather than being intercalated between layers of graphite. Prior to commissioning the pilot plant equipment, a representative sub-sample of the bulk sample material was processed at bench-scale. The results of the laboratory-processed sample were later compared to the average pilot plant results. The laboratory test produced a final concentrate with a coarser particle size distribution than did the pilot plant, with 24% more mass reporting to the +80 mesh fraction. However, the grades of each size fraction were similar, as were the final composite sample grades. (See Figure 2 below) The report addresses these results by suggesting that the polishing conditions in the pilot plant operation may have been too aggressive, and that a reduced media charge could have yielded a coarser concentrate with comparable grades. However, given that generating a concentrate with a consistently high grade was the primary objective of the pilot plant campaign, relatively conservative conditions were chosen in the cleaning circuit. Figure 2: Comparison of Laboratory and Pilot Plant Concentrates
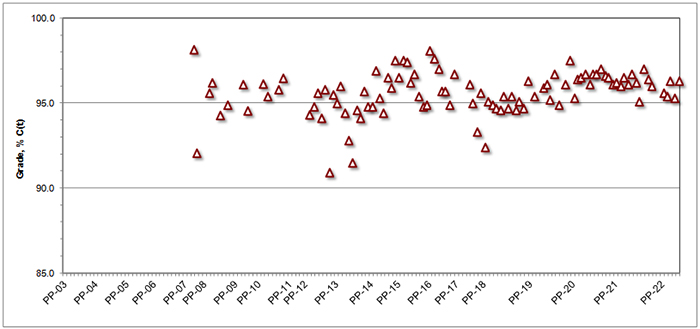
The final equipment configuration for the pilot plant flotation concentration process was implemented after the 7th trial. Thereafter, adjustments in the reagent concentrations and processing parameters were implemented, to determine the optimal grade and recovery conditions. Over time, a stable concentrate grade with an average value of >95% C(t) combined concentrate grade was achieved (See Figure 3, below), which includes the lower grade -200 mesh size fraction. Figure 3: Combined (Final) Concentrate Grade from Grab Samples
The results from pilot plant mass balance surveys indicate that the product concentrate grade was not noticeably affected by the carbon recovery within the tested range of 74.5% to 92.5% carbon recovery. For most projects and commodities, the recovery decreases as the concentrate grade increases. However, in the case of the Miller sample carbon recovery of >90% was achieved while maintaining a combined concentrate grade of at least 95% total carbon. All size fractions of 200 mesh and coarser consistently produced concentrate grades of 96% total carbon or higher, with few exceptions. GDMS Purity Analysis and Caustic Bake Upgrading of Flotation Concentrate After final equipment configurations were established, and concentrate recovery was seen to be stable, a composite random grab sample was collected during operation of the 10th pilot plant trial (PP-10). The sample was classified by particle size, and assessed by Glow Discharge Mass Spectrometry (“GDMS”) for carbon purity by Evans Analytical Group (Liverpool NY). All seven particle sizes (>200 mesh) yielded purity values of 99.38% C(t) or higher, and were of nuclear purity (Equivalent Boron Content (“EBC”) < 5 ppm), by flotation concentration alone. Please refer to the press release dated October 3, 2014, for further details. A separate 2 kilogram flotation concentrate grab sample was randomly selected from the same flotation trial, PP-10, and was assessed for carbon purity by GDMS both before and after upgrading by the SGS Canada standard caustic bake procedure. The pre- and post-treatment samples were classified into five particle classes, representing the entire sample. All five upgraded particle classes demonstrated EBC values less than 1 ppm, with a weighted average grade for the entire sample of 99.9925% C(t). Please refer to the press release dated November 18, 2014, for further details. Executive Chairman and CEO Mr. R. Bruce Duncan stated, “We are very pleased that the highly differentiated Miller graphite achieved stable high purity, by flotation alone, during the SGS pilot scale program this past fall. As soon as we received reports that stable pilot plant flotation concentration had been achieved (i.e. during the 10th trial, PP-10), we requested detailed analysis of the PP-10 concentrate purity. Those results confirmed nuclear purity by flotation alone, and >99.99% purity after a standard caustic bake process. Subsequent to these validation tests, Oliver Peters and his colleagues at SGS Metallurgical Services fine-tuned the flotation parameters further, resulting in even higher total carbon concentrate grades. We believe that further adjustments to the flow sheet design, especially within the cleaning circuit, may produce even better results.” About SGS Metallurgical Services (Lakefield) SGS Canada Inc. (“SGS”) is recognized as a world leader in the development of concentrator flowsheet design and pilot plant testing programs. SGS’ Metallurgical Services division was founded over half a century ago. Its metallurgists, hydro-metallurgists and chemical engineers are experienced in all the major physical and chemical separation processes utilized in the recovery of metals and minerals contained in resource properties around the world. Qualified Person The information pertaining to the metallurgical test program completed by SGS that is presented in this news release has been reviewed and approved by Mr. Oliver Peters, M.Sc., P.Eng, MBA, Principal Metallurgist and President of Metpro Management Inc. and a Qualified Person under NI 43-101. On Behalf of the Board of Directors
CANADA CARBON INC.
CEO and Director
Contact Information E-mail inquiries: info@canadacarbon.com P: (604) 685-6375 F: (604) 909-1163
“Neither TSX Venture Exchange nor its Regulation Services Provider (as that term is defined in the policies of the TSX Venture Exchange) accepts responsibility for the adequacy or accuracy of this release.”
FORWARD LOOKING STATEMENTS: This news release contains forward-looking statements, which relate to future events or future performance and reflect management’s current expectations and assumptions. Such forward-looking statements reflect management’s current beliefs and are based on assumptions made by and information currently available to the Company. Investors are cautioned that these forward looking statements are neither promises nor guarantees, and are subject to risks and uncertainties that may cause future results to differ materially from those expected. These forward-looking statements are made as of the date hereof and, except as required under applicable securities legislation, the Company does not assume any obligation to update or revise them to reflect new events or circumstances. All of the forward-looking statements made in this press release are qualified by these cautionary statements and by those made in our filings with SEDAR in Canada (available at www.sedar.com). |